-


-


-


-


WeChat

-
WhatsApp


Сухой трансформатор завод
Завод по производству сухого трансформатора – это не просто сборка компонентов. Часто, когда говорят о производстве трансформаторов, подразумевают автоматизацию и стандартизацию. Но на деле, здесь огромная роль играет квалификация персонала, контроль качества на каждом этапе и, конечно, глубокое понимание физико-химических процессов, происходящих внутри трансформатора. Особенно это касается именно сухих – их требования к изоляции и теплоотводу гораздо выше. Часто начинающие инженеры недооценивают сложность процесса, думая, что это просто 'намотаем обмотки и зальем маслом'. Опыт подсказывает, что здесь гораздо больше нюансов, и небольшая ошибка в одном из этапов может привести к серьезным последствиям.
Общая схема производства и её вариативность
Итак, как обычно строится процесс производства? Начинается всё с проектирования, конечно. Требования заказчика – напряжение, мощность, класс изоляции, условия эксплуатации… Все это определяет конструкцию трансформатора. Затем – закупка материалов: медная жила, стальной сердечник, изоляционные материалы (обычно эпоксидная смола или полиэфирные смолы), оболочка. После этого – изготовление сердечника, намотка обмоток, сборка корпуса, заливка смолой, испытания. Звучит просто, да? Но каждый из этих этапов требует строгого контроля и внимания к деталям. Кроме того, существуют разные технологии: самоклеящиеся обмотки, с использованием различных типов смол, различные методы изоляции и защиты. И выбор конкретной технологии зависит от требований заказчика и типа трансформатора. Наш опыт показывает, что 'универсального' решения не существует – всегда нужно подбирать технологию индивидуально.
Изготовление стального сердечника: от литья до штамповки
Сердечник – это основа трансформатора, от его качества зависит эффективность работы всей системы. Традиционно сердечники изготавливают методом литья, изливая стальную стружку в форму. Но сейчас все чаще используют штамповку из листовой стали. Это позволяет добиться более высокой точности размеров и уменьшить количество отходов. Проблема в том, что литые сердечники могут иметь дефекты в структуре металла, которые снижают его электромагнитные характеристики. Штампованные – более однородны, но требуют более сложного оборудования и контроля качества. Мы сталкивались с ситуацией, когда некачественный сердечник привел к перегреву и выходу из строя трансформатора. Приходилось переделывать весь трансформатор – очень дорого и неприятно.
Намотка обмоток: тонкости и требования
Это, пожалуй, самый ответственный этап. Обмотки должны быть намотаны аккуратно, без перепусков и зазоров. Важно соблюдать правильную последовательность намотки, чтобы обеспечить симметричную работу обмоток и избежать появления токов Фуко. Также необходимо учитывать ток холостого хода и ток короткого замыкания при выборе сечения проводников. Часто используют самоклеящиеся обмотки, что значительно ускоряет процесс и повышает точность. Но самоклейка не всегда идеальна – иногда проводники отклеиваются или образуются неровности. Приходится прибегать к ручной отделке, что увеличивает время производства. Мы постоянно работаем над улучшением технологии намотки, чтобы повысить качество и производительность.
Изоляция и заливка эпоксидной смолой: защита от внешних воздействий
Эпоксидная смола – это основной изоляционный материал для сухих трансформаторов. Она обеспечивает надежную защиту обмоток от влаги, пыли и механических повреждений. Процесс заливки смолой требует высокой точности и аккуратности. Нельзя допускать попадания воздуха в смолу, так как это может привести к образованию пузырьков и снижению ее изоляционных свойств. Также важно правильно подобрать смолу по своим характеристикам, чтобы она соответствовала условиям эксплуатации трансформатора. Мы используем смолы различных марок, в зависимости от требуемого класса изоляции и температуры эксплуатации. Но даже самые современные смолы требуют тщательного контроля качества и соблюдения технологического процесса.
Проблемы и пути их решения
Одна из наиболее распространенных проблем при производстве сухих трансформаторов – это дефекты изоляции. Они могут быть вызваны различными факторами: низким качеством смолы, неправильной заливкой, механическими повреждениями. Как правило, дефекты изоляции обнаруживаются при испытаниях. Самый простой способ избежать проблем – это использовать только качественные материалы и строго соблюдать технологический процесс. Также важно проводить регулярные проверки качества на всех этапах производства.
Контроль качества: непрерывный процесс
Контроль качества – это не просто проверка готового изделия, это непрерывный процесс, который начинается с входного контроля материалов и продолжается на всех этапах производства. Мы используем различные методы контроля качества: визуальный осмотр, ультразвуковой контроль, рентгеновский контроль. Это позволяет выявить дефекты на ранней стадии и предотвратить их дальнейшее развитие. Также важно проводить испытания готовых трансформаторов на соответствие требованиям стандартов. Мы проводим полный комплекс испытаний, включая испытания на изоляцию, стенки и короткое замыкание.
Будущее производства сухого трансформатора
Технологии производства сухих трансформаторов постоянно развиваются. Сейчас активно внедряются новые методы намотки, заливки смолой и контроля качества. В будущем, можно ожидать появления более автоматизированных и интеллектуальных систем производства. Например, использование роботизированных систем для намотки обмоток и заливки смолой. Также разрабатываются новые материалы для изоляции, которые обладают более высокими характеристиками. Мы постоянно следим за новыми тенденциями в отрасли и внедряем их в свою производственную практику. Важно не останавливаться на достигнутом и постоянно совершенствовать технологию производства, чтобы удовлетворять растущие потребности рынка.
Компания Lugao Power Co., Ltd. активно инвестирует в модернизацию производства и внедрение новых технологий. Наш опыт и квалифицированный персонал позволяют нам производить высококачественные сухие трансформаторы, которые соответствуют требованиям международных стандартов.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 3-полюсный вакуумный выключатель с механизмом управления
3-полюсный вакуумный выключатель с механизмом управления -
 Металлическое бронированное съемное распределительное устройство KYN61-40.5
Металлическое бронированное съемное распределительное устройство KYN61-40.5 -
 Интеллектуальный вакуумный выключатель с боковым креплением
Интеллектуальный вакуумный выключатель с боковым креплением -
 Автоматический выключатель с разряженным резервуаром гексафторида серы SF6
Автоматический выключатель с разряженным резервуаром гексафторида серы SF6 -
 Интеллектуальный автоматический выключатель SF6 напряжением 40,5 кВ
Интеллектуальный автоматический выключатель SF6 напряжением 40,5 кВ -
 Ручной с интеллектуальными контроллерами VCB
Ручной с интеллектуальными контроллерами VCB -
 Бронированное съемное распределительное устройство переменного тока KYN28-12
Бронированное съемное распределительное устройство переменного тока KYN28-12 -
 Основной блок замкнутого кольца с интеллектуальной металлической изоляцией XGN15-12
Основной блок замкнутого кольца с интеллектуальной металлической изоляцией XGN15-12 -
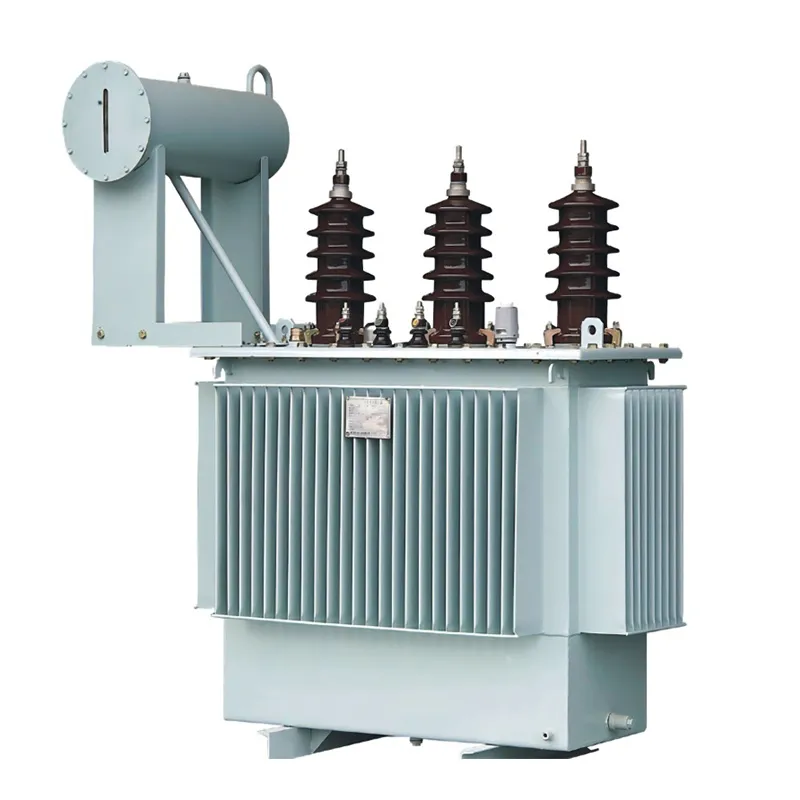
 Полностью герметичный масляный электрический трансформатор
Полностью герметичный масляный электрический трансформатор -
 Комплектное распределительное устройство низкого напряжения GGD
Комплектное распределительное устройство низкого напряжения GGD -
 Сухой трансформатор типа с эпоксидной заливкой на 11 кВ и 33 кВ
Сухой трансформатор типа с эпоксидной заливкой на 11 кВ и 33 кВ -
 Понижающий силовой масляный трансформатор S11
Понижающий силовой масляный трансформатор S11
Связанный поиск
Связанный поиск- Шкаф распределительный наружный поставщик
- Основной блок с замкнутым кольцом завод
- Порты коммутатора завод
- Суть трансформатора
- Сухой трансформатор производитель
- Распределительное устройство эксплуатация завод
- Сухие трансформаторы с литой изоляцией
- Оборудование распределительное устройство поставщик
- Трансформатор силовой сухой производители
- Работа в распределительном устройстве